新しく購入した光造形3Dプリンター(ELEGOO MARS PRO)の印刷で造形物がサポート材から脱落したりレジンタンクのフィルムに貼りついてしまうる時の対処法です。
3Dプリンターで出力している最中に途中経過をみようとした時に、造形物が剥がれてしまい、レジンタンクのフィルムに貼りついてしまった経験はあると思います。
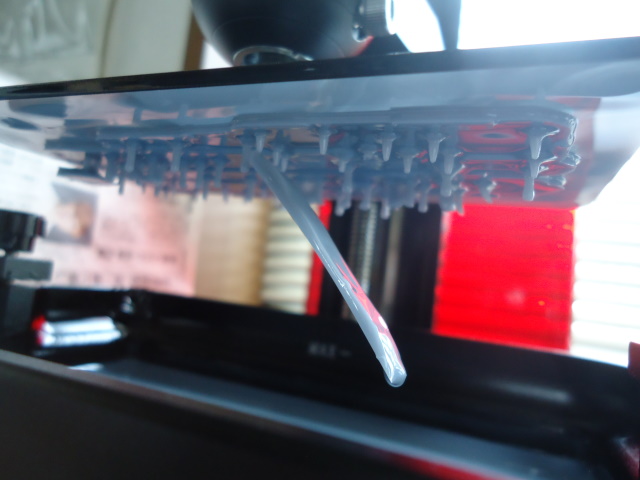
先回はプレートから造形物が脱落する対処法を紹介しましたが、印刷している途中でサポート材から造形物が脱落したり、レジンタンクのフィルムに貼りついてしまう場合の対象法を紹介します。
露光時間を長くする
樹脂の硬化を進めてしまえばサポート材への強度も増えるので、露光時間を長くします。
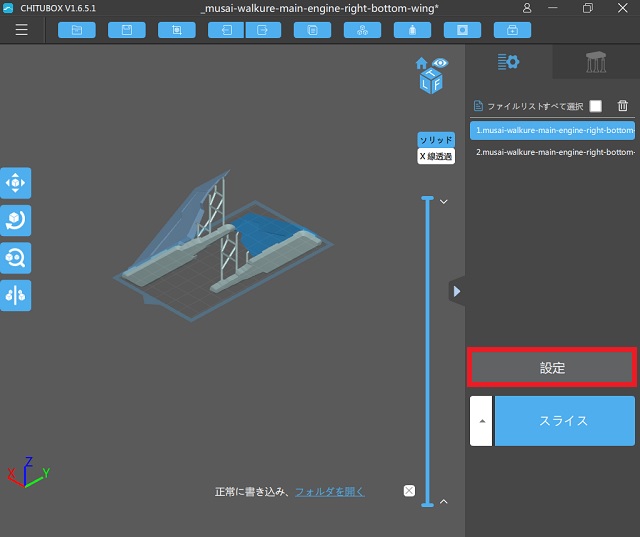
CHITUBOXでスライスデータを作成する際に、設定画面で編集を行います。
1. CHITUBOXを起動して[設定]をクリックします。
2. 表示された[設定]画面の利用するプリンターを選択して[印刷|露光時間]を編集します。
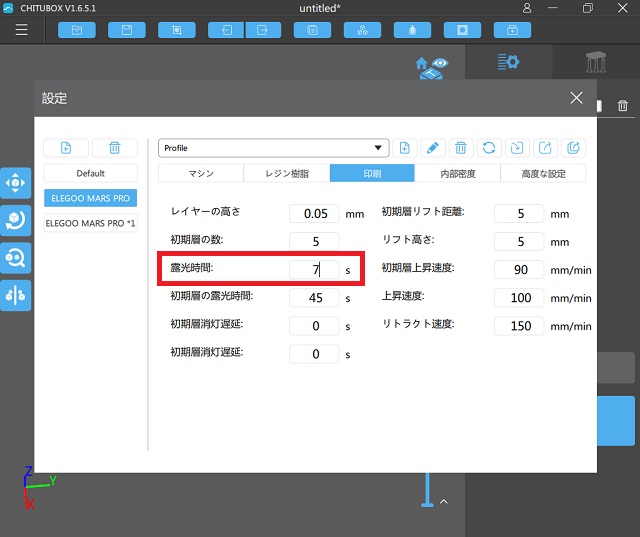
ELEGOO MARS PROのプリセット値は7秒なので、10~12秒くらいに変更します。(あまり長くても、樹脂の硬化時間には上限があるので効果が無いので注意してください)
3. スライスデータを作成して印刷を行います。
この変更で樹脂の硬化が進み、サポート材との強度も上がるので印刷途中で脱落することが減ります。

プレートの上昇速度を下げる
印刷時にプレートが上昇する勢いでレジンタンク側のフィルムに貼りついてしまう可能性もあるので、プレートの上昇速度を落とすことで造形物の脱落を防止することができます。(印刷時間が長くなるので注意してください)
1. CHITUBOXを起動して[設定]をクリックします。
2. 表示された[設定]画面の利用するプリンターを選択して[印刷|上昇速度]を編集します。
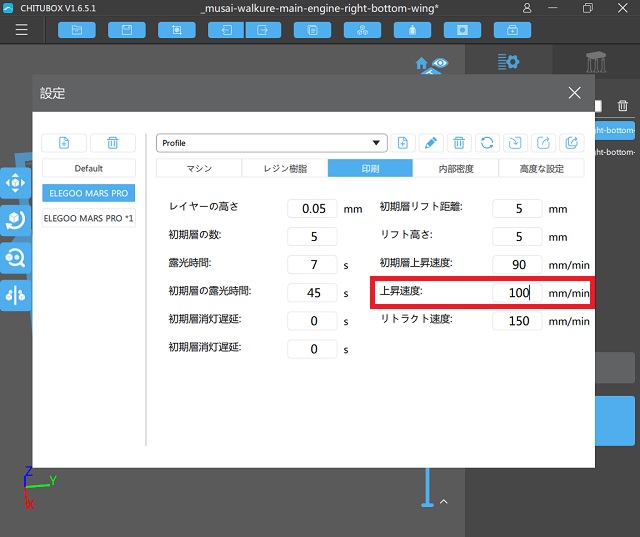
ELEGOO MARS PROのプリセット値は100mm/minなので、50~60mm/minくらいに変更します。(あまり短くても、印刷時間を長くさせるだけなので注意してください)
Z軸の調整を緩めにする
マニュアルでは、軸調整で間に挟んだ用紙を力を入れて引き抜くことができるくらいになっていますが、少し緩め(0.1~0.2ミリくらい上昇)に設定することで、脱落を防止することができました。
Z軸の調整については別記事で紹介しているで、ご覧ください。
まとめ
結局サンプルを出力するのに3回(1回で2本取りのサンプル)中で2回もプレートから造形物が脱落してしまいましたが、露光時間や上昇時間を変更してなんとか無事にサンプルを出力することができました。
取り付け場所や、レジンタンク、造形物の形状によって脱落する要因も違ってくるので、なんどかトライアンドエラーで出力する条件を見つけることになります。
ELEGOO MARS PRO でプレートから造形物が脱落してしまう人の参考になれば幸いです。
スポンサーリンク
最後までご覧いただき、ありがとうございます。