
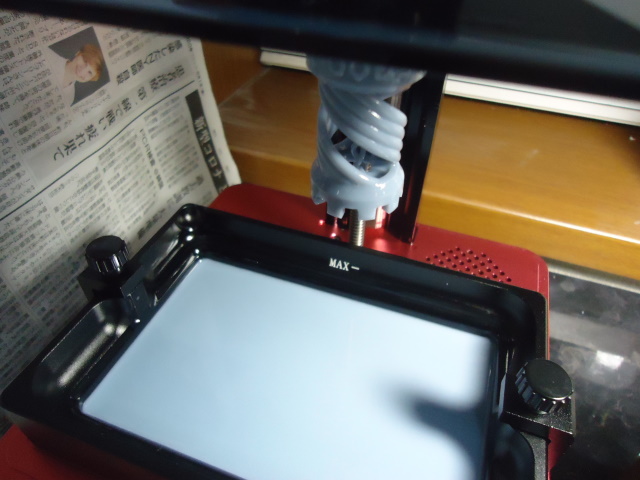
光造形 3Dプリンター「ELEGOO MARS PRO」を使って、1/1200 ムサイ改型ワルキューレを作っていきます。今回は後部にある2つの機関部の印刷をしました。
光造形 3Dプリンター ELEGOO MARS PRO
紫外線硬化するレジンを使って、造形物を印刷するプリンターです。フィラメントのPLA樹脂などを利用する3Dプリンターよりも細かな造形ができるので、どのくらいの再現ができるのか、練習材料にガンダム ORIGINで登場する「艦隊指揮艦ドズル専用 ムサイ改型ワルキューレ」を製作していきます。


機関部の印刷
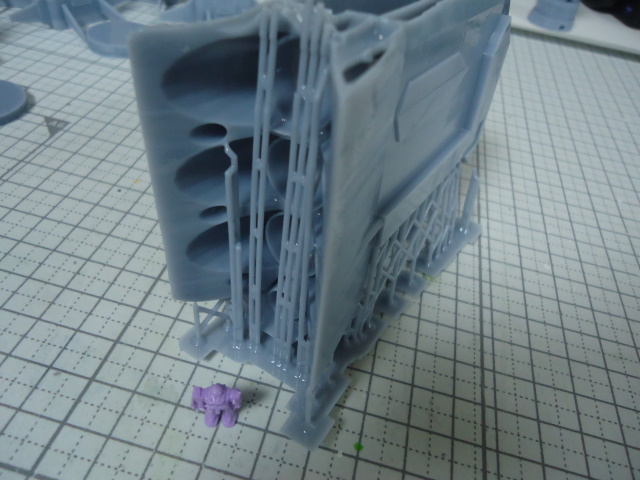
今回は船後方の左右にある機関部(推進エンジン)を印刷していきます。超大型パーツになるので、かなり苦労しました。
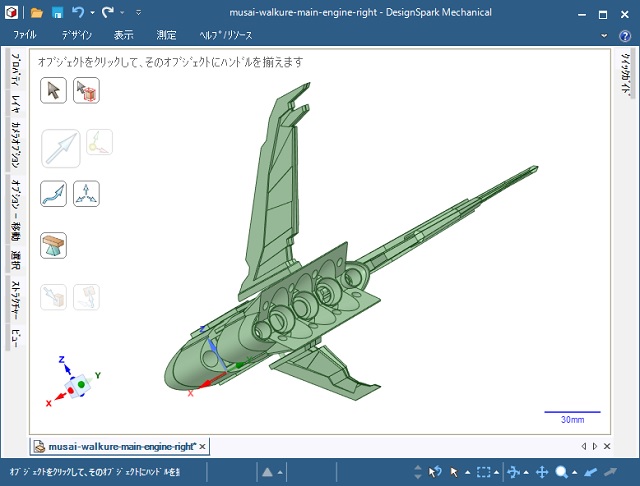
今回の3Dモデルは「DesignSpark Mechanical」という3D CADソフトを使ってモデルデータを作成しました。3D CADに興味があるかたは公式ホームページをご覧ください。
今回、初めて使ってみましたが操作が直感的で素晴らしいソフトでした。ワルキューレのは、3~4日日くらいで図面データを起こすことができました。
初回は樹脂が足らずに失敗
翼を除いた部品がプレートに収まったので、何も考えずに印刷してみたら寝ている間に樹脂が無くなってしまい失敗しました(笑)
樹脂を途中で補充すれば、印刷ができそうだったのですが、予想印刷時間が11時間と長いので、1回の印刷は諦めて前後にパーツ分割を行って2回に分けて印刷するように図面を修正しました。
大型パーツは途中で脱落する
大きなパーツを印刷する場合、図面を書いている時には考えもしないことが起こります。その良い例が印刷途中での脱落。
造形物を保持するプレートから脱落したり、

サポート材が折れて脱落したります。
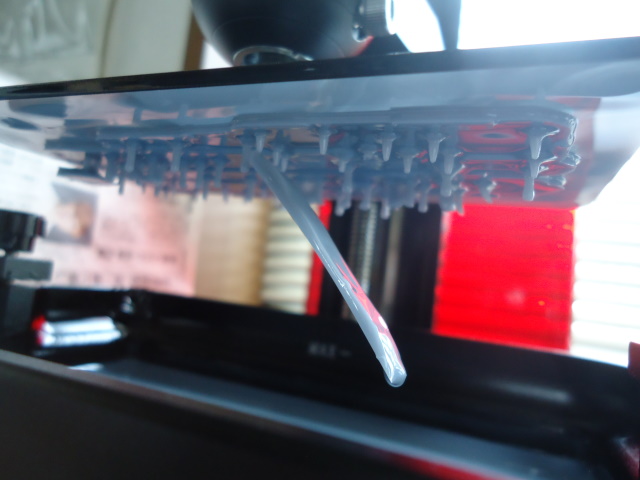
3時間もかけて印刷した造形物が、途中でレジンタンクに落ちているのを見ると目が点になります(笑)
大型パーツの場合は露光時間を長めに設定
数知れない失敗を繰り返して、たどり着いたのはスライスデータを作る時に、露光時間を長めに設定することでした。
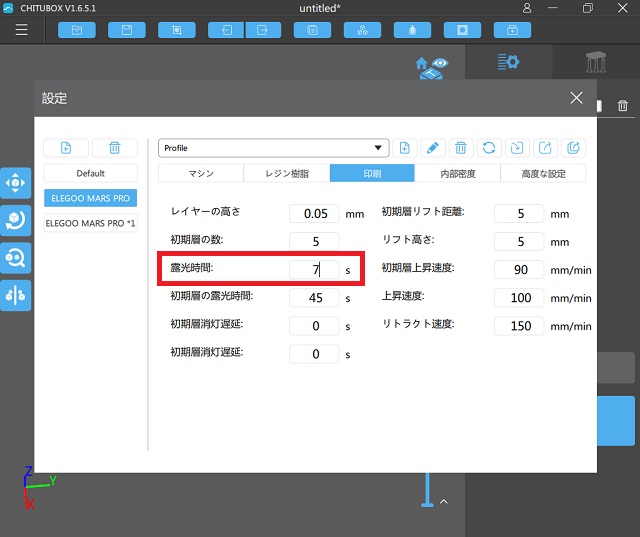
保持用のプレートから樹脂が脱落する場合には「初期層の露光時間」を、途中で樹脂が脱落するようであれば「露光時間」を長めに設定すると脱落するリスクを下げることができました。
CHITUBOXで設定する場合には設定画面の次の部分を変更します。
- 初期層の露光時間
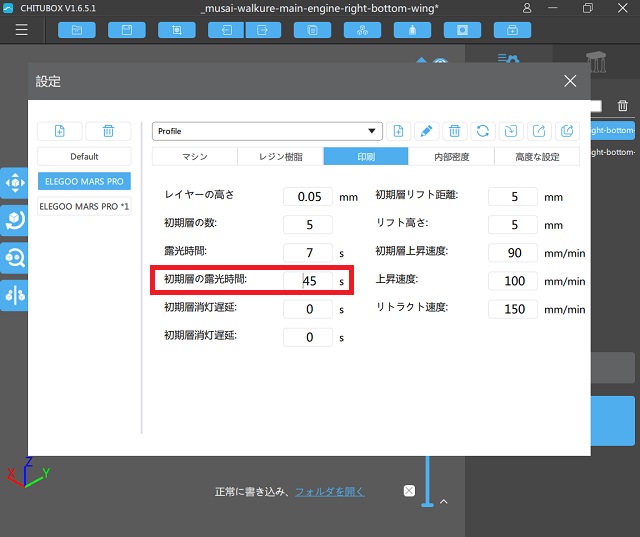
- 露光時間
その他に、レジンタンクのフィルムに貼りついてしまうような場合には「上昇速度」の数値を下げて露光後にプレートをゆっくり上昇させることで解消される場合があります。
つまり樹脂の硬化を進めて、プレートをゆっくりと上昇させてレジンタンクのフィルムから樹脂を剥がすように設定します。
その他にも、中空にして樹脂がフィルムに接する断面積を下げたりすることでも貼りつきを防止することができました。
まとめ
大型パーツを印刷する場合には、気を付けることが多くて失敗が続きます(笑)
失敗した理由を考えていくと、自然の摂理だったりして結構勉強になります。今回は良い出来の写真を掲載することができませんが次回は成功した機関部の写真を追加していきます。
成功した造形物は、インスタやツイッターに先にアップするので、よかったらご覧ください(フォローもしていただければ喜びます)
3Dプリント 1/1200艦隊指揮艦ムサイ改型ワルキューレ
— マゴト (@maggothand) August 20, 2020
左側機関部の印刷。サポート材が新造艦の雰囲気を出していますが、実は失敗作😆自重に負け脱落… 7時間の苦労がレジンタンクに散りました(笑)#ガンプラ #ガンダム #ガンプラ好きな人と繋がりたい #3dprint #3dprintinghttps://t.co/8jSvwyoQYM pic.twitter.com/GNaqGO6gJK
3万円くらいの3Dプリンターで、これだけの出力ができるようになっているのは驚きです。0.2ミリのモールドもキチンと再現されているので、塗装してスミ入れしてみたい気持ちになります。
次回は、機関部の印刷の続きを追記していきます。
スポンサーリンク
最後までご覧いただき、ありがとうございます。