
光造形 3Dプリンター「ELEGOO MARS PRO」を使って、1/1200 ムサイ改型ワルキューレを作っていきます。今回は失敗続きの機関部の再印刷をしました。
光造形 3Dプリンター ELEGOO MARS PRO
フィラメントのPLA樹脂などを利用する3Dプリンターが有名ですが、ELEGOO MARS PROは紫外線硬化するレジンを使って、造形物を印刷するプリンターです。PLA樹脂を使うプリンターよりも細かな造形ができるので、どのくらいの再現ができるのか、練習材料にガンダム ORIGINで登場する「艦隊指揮艦ドズル専用 ムサイ改型ワルキューレ」を製作していきます。


機関部の印刷
今回は船後方の左右にある機関部(推進エンジン)を印刷していきます。超大型パーツのために先回の前編では、樹脂不足や脱落などで、かなり苦労しました。
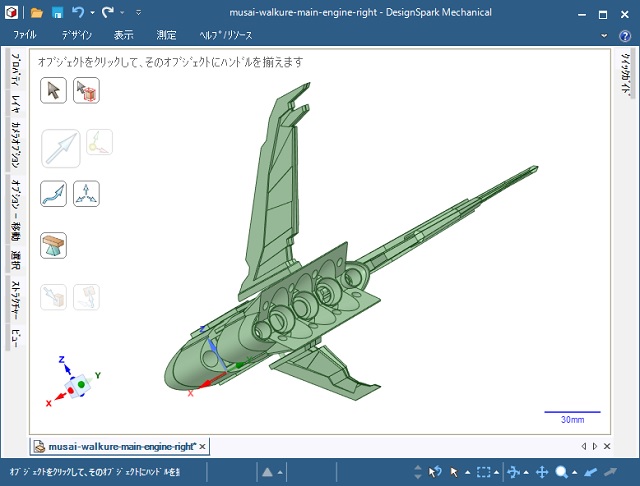
今回の3Dモデルは「DesignSpark Mechanical」という3D CADソフトを使ってモデルデータを作成しました。3D CADに興味がある方は公式ホームページをご覧ください。
今回、初めて使ってみましたが操作が直感的で素晴らしいソフトでした。ワルキューレのは、3~4日日くらいで図面データを起こすことができました。
今回は既定値は使いません
先回はサポート材から折れて造形物が脱落してしまった訳ですが、今回は印刷時の設定を既定値から変更して再印刷を行いました。
スライスデータの作成として「CHITUBOX」を使っていますが、次の部分を変更して印刷を行いました。
- 初期層の露光時間
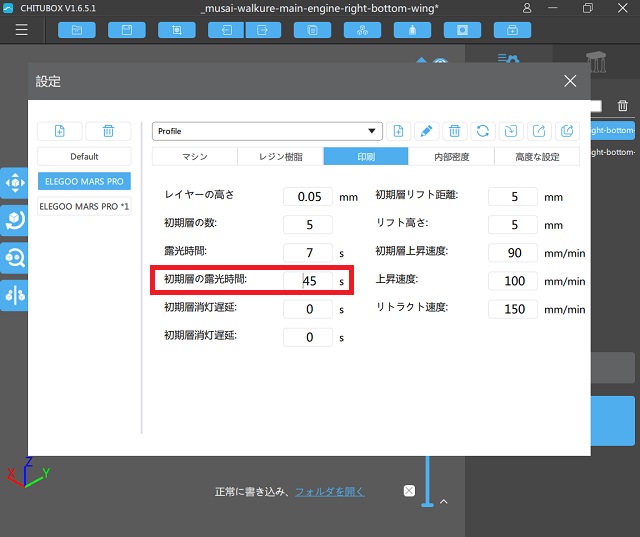
- 露光時間
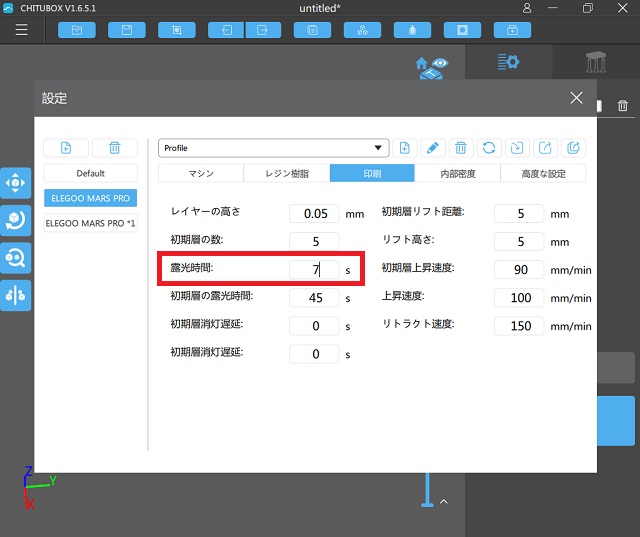
まとめると、既定値から次の項目を変更しました。
| 印刷項目 | 変更した値 | 既定値 |
|---|---|---|
| 初期層の露光時間 | 60秒 | 45秒 |
| 露光時間 | 7秒 | 10秒 |
| 上昇速度 | 50秒/分 | 100秒/分 |
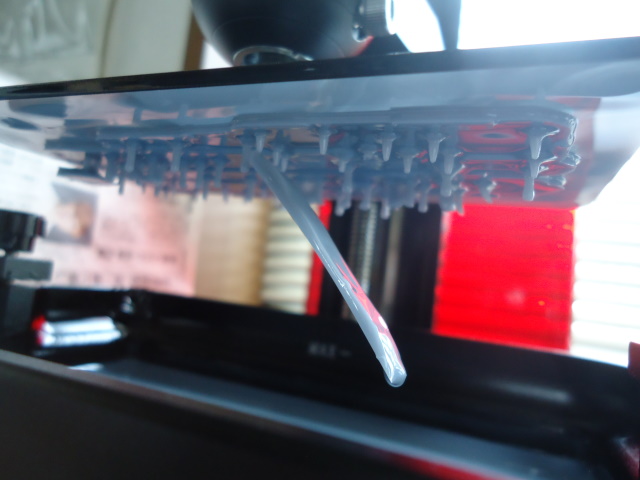
印刷中の造形を観察していると、フィルムに貼りついているような感覚だったので、硬化時間を増やして、フィルム上での樹脂の硬化を進めて、硬化後は上昇速度を落としてゆっくり剥がす作戦です。
印刷設定を変更して再印刷
設定を変更して印刷を行いました。露光時間を長くして上昇速度を抑えたので「ペリペリ」という音を立ててフィルムから剥がれるようになりました。変更前は「バン!」という音だったので、サポート材やプレートに貼りついている樹脂の負担は減った感じです。

パーツも前後で2分割したので、自重も軽く(30グラム前後)になったので、重さで落下するリスクも減りました。
機関部(前側)の印刷完了。上に載っているのは、スケール確認用の1/1200 ガウ攻撃空母に付属してきたザクです。

図面の段階で、見えない場所に軽量化のための肉抜き(自重を減らすもっとも重要な作業)スライスソフトでもできますが、抜ける場所は図面の段階で削っておいた方が効果的です。もちろん、スライスソフトでも空洞設定を追加すると完璧。

まとめ
大型パーツを印刷する場合には、印刷設定を変更することで失敗を軽減させることができました。
特に露光時間と上昇速度は、フィルムに貼りついて脱落してしまうような造形を印刷する際には重要な要素になるので既定値から変更してみることをおススメします。
成功した造形物は、インスタやツイッターに先にアップするので、よかったらご覧ください(フォローもしていただければ喜びます)
3Dプリント 1/1200艦隊指揮艦ムサイ改型ワルキューレ
— マゴト (@maggothand) August 20, 2020
左側機関部の印刷。サポート材が新造艦の雰囲気を出していますが、実は失敗作😆自重に負け脱落… 7時間の苦労がレジンタンクに散りました(笑)#ガンプラ #ガンダム #ガンプラ好きな人と繋がりたい #3dprint #3dprintinghttps://t.co/8jSvwyoQYM pic.twitter.com/GNaqGO6gJK
3万円くらいの3Dプリンターで、これだけの出力ができるようになっているのは驚きです。0.2ミリのモールドもキチンと再現されているので、塗装してスミ入れしてみたい気持ちになります。
次回も、機関部の翼部分を印刷していきます。
スポンサーリンク
最後までご覧いただき、ありがとうございます。