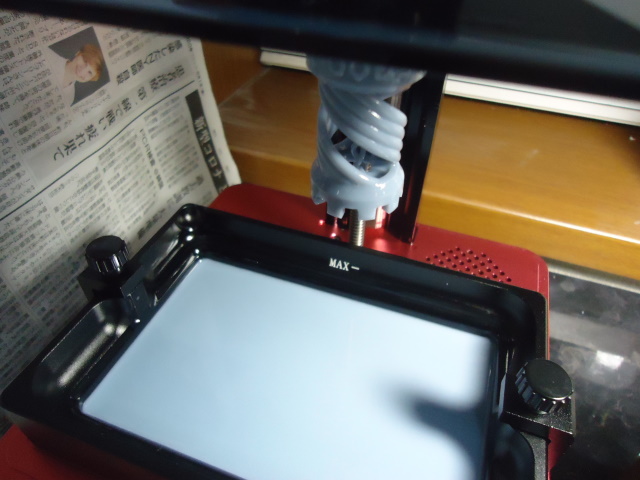
光造形 3Dプリンター「ELEGOO MARS PRO」を使って、1/1200 ムサイ改型ワルキューレを作っていきます。今回も機関部の再印刷をしました。
光造形 3Dプリンター ELEGOO MARS PRO
フィラメントのPLA樹脂などを利用する3Dプリンターが有名ですが、ELEGOO MARS PROは紫外線硬化するレジンを使って、造形物を印刷するプリンターです。PLA樹脂を使うプリンターよりも細かな造形ができるので、どのくらいの再現ができるのか、練習材料にガンダム ORIGINで登場する「艦隊指揮艦ドズル専用 ムサイ改型ワルキューレ」を製作していきます。


機関部の印刷
今回は船後方の左右にある機関部(推進エンジン)を印刷していきます。超大型パーツのために先回の中編では、露光設定とプレートの上昇速度を変更して再印刷を行いました。
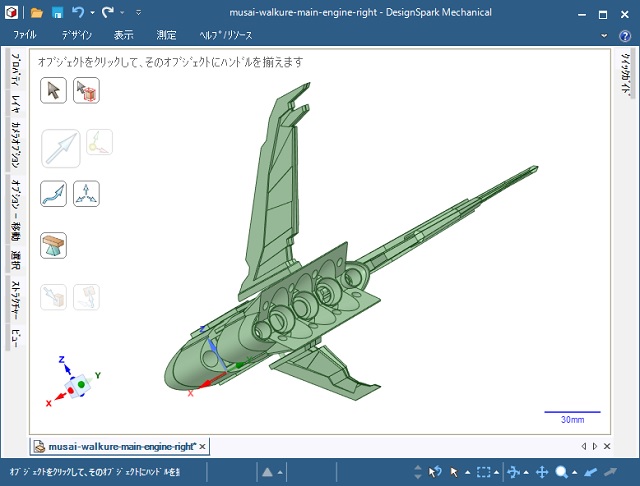
今回の3Dモデルは「DesignSpark Mechanical」という3D CADソフトを使ってモデルデータを作成しました。3D CADに興味がある方は公式ホームページをご覧ください。
今回、初めて使ってみましたが操作が直感的で素晴らしいソフトでした。ワルキューレのは、3~4日日くらいで図面データを起こすことができました。
今回も既定値は使いません
前編ではサポート材から折れて造形物が脱落してしまった訳ですが、今回も印刷時の成功率を上げるために既定値から変更して再印刷を行いました。
今回も、既定値から次の項目を変更して印刷をしています。
| 印刷項目 | 変更した値 | 既定値 |
|---|---|---|
| 初期層の露光時間 | 60秒 | 45秒 |
| 露光時間 | 7秒 | 10秒 |
| 上昇速度 | 50秒/分 | 100秒/分 |
露光時間やプレートの上昇については別記事をご覧ください。
大型の造形物は印刷設定を変更が必須
露光時間を長くして上昇速度を抑えたので「ペリペリ」という音を立ててフィルムから剥がれるようになりました。
大型の造形物を印刷時の成功率を上げるには、フィルムに貼りつく断面や自重も考慮に入れて、露光設定や上昇速度などを変更するような職人技が必要になりそうです。

パーツも前後で2分割したので、重さで落下するリスクも減りました。
機関部(後側)の印刷完了。かなり複雑な形状ですが、何とか最後までプレートに貼りついてくれました。
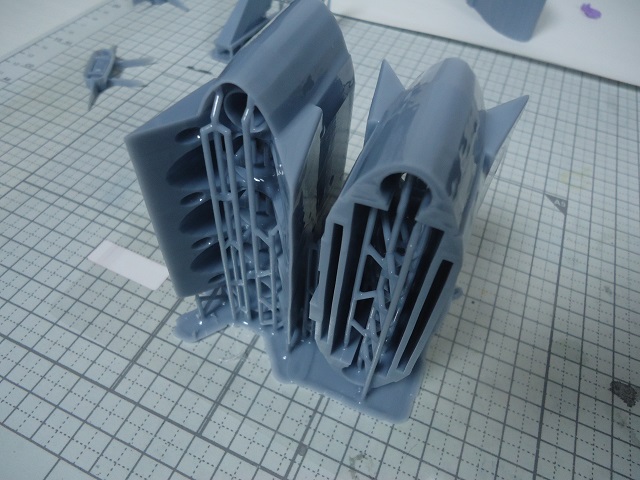
図面の段階で、横に5個並んだバーニアを造形しているのでサポート材を切り取れば、出てくるはずです。
とりあえずサポート材を切り落としたら、バーニアが出来上がってました。
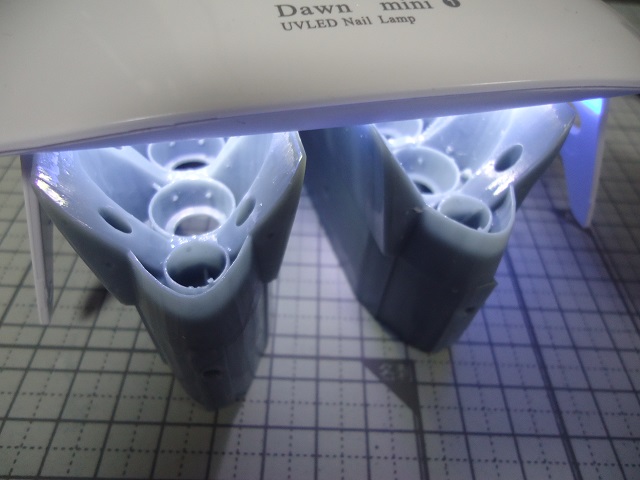
サポート材のゲート処理をしていませんが、二次露光して完成した機関部の後ろ側。

前側に比べて複雑な形状で情報量が高いので、普通にカッコ良く見えます。今回も大きさ比較用に1/1200のザクを置いています。
まとめ
大型パーツを印刷する場合には、既定値を使うのは失敗するリスクがあります。
プラモデルと同じで、分割できるのであれば2~3個に分けて印刷することで失敗するリスクを下げることができます。
自重も軽くなるのでプレートや途中で脱落するリスクも下がるので、無理に1回で印刷するよりは分割した方が速く印刷が終わる可能性もあります。
特に大きな部品の場合、サポート材もスライスソフトのおススメの場所以外にも角になる部分に密集させることで脱落を防止できるので、多めに追加しておくのがおススメです。
成功した造形物は、インスタやツイッターに先にアップするので、よかったらご覧ください(フォローもしていただければ喜びます)
3万円くらいの3Dプリンターで、これだけの出力ができるようになっているのは驚きです。0.2ミリのモールドもキチンと再現されているので、塗装してスミ入れしてみたい気持ちになります。
次回も、機関部の翼部分を印刷していきます。
スポンサーリンク
最後までご覧いただき、ありがとうございます。