
3Dプリンターで造形を始めて、最初の層でノズルから出てきた樹脂が剥がれてしまうとガッカリします。色々試行錯誤して個人的に良かった方法を備忘録的に投稿していきます。
ノズルの気持ちになれば
ノズルとビルドプレートの距離設定(レベリング)を何度やっても、樹脂が定着しない場合は多々あります。

3Dプリンターのノズルの気持ちになってみると、次のようなことが分かってきます。
- ノズルとビルドプレートの距離が大きい(レベリングが不十分)
通常は、ノズルから出た樹脂がビルドプレートに少し押し付け気味に成型されていきます。
しかし、ノズルからの距離があると融解した樹脂がプレートに載った状態でノズルが移動するので、プレートに定着せずに引っ張られて剥がれてしまう。 - 樹脂がビルドプレートに付着し辛い(プレート側の問題)
プレートの表面にゴミや油分が付着していて、融解した樹脂が剥離してしまいノズルの移動で、剥がれてしまう。 - ノズルの移動速度が速すぎる(スライスデータ側の問題)
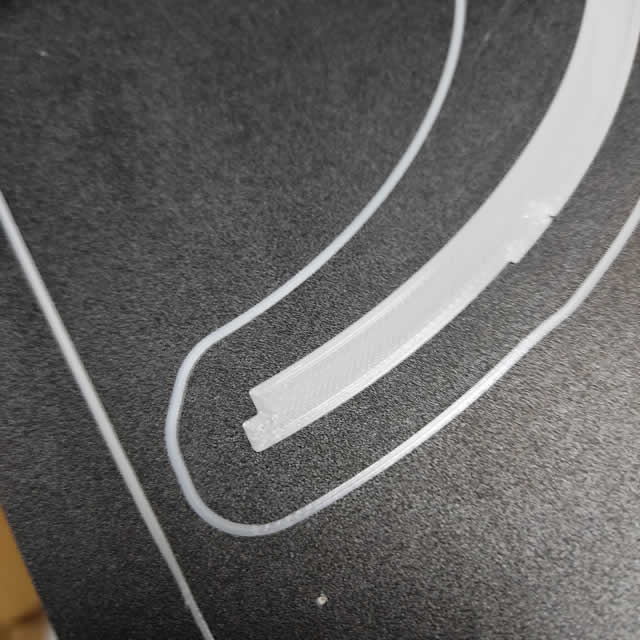
急角度でノズルが方向転換するような形状を造形する場合に、溶解した樹脂がプレート上で固まる前に、別の方向に引っ張られて剥がれてしまう。
1や2が原因の場合は、レベリングやプレートをアルコールで掃除することで定着するようになりますが、3の場合にはいくら調整しても定着せずに失敗する原因になります。
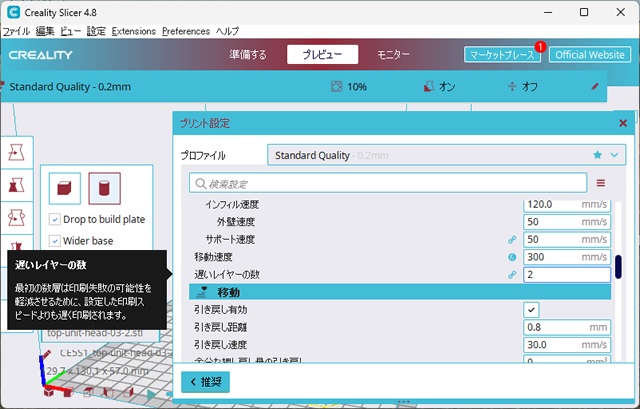
例えば、私が使っているスライサーソフトの Creality Curaなどでは[プリント設定|遅いレイヤーの数]でプレートと直接触れるレイヤーは、通常とは遅い速度で造形されていますが、速度を調整する項目がありません。
最初の3層を低速で造形
スライスデータの、印刷速度を遅くしてしまうと全体的に造形する時間が遅くなってしまうので、造形直後の1~3層くらいまでの印刷速度を調整します。
私の使っている Creality Ender 5 S1 の場合には印刷する際に、速度調整するオプションがあるので、ここをタップして一時的に 50~75% に印刷速度を遅くします。

こんな感じで、キレイに定着すれば調整完了。(それでも剥がれてしまう場合には、印刷速度を更に落として再挑戦)

3層くらいまで、そのままの速度で造形を続けて、同じ操作で印刷速度を 100% に戻します。
ビルドプレートに直接触れる層を、速度を調整してキレイに定着させることで途中で変形やプレートからの脱落を防止できます。
まとめ
今回は、3Dプリンターで造形時にビルドプレートから最初の層が剥がれてしまう場合の対処法について書きました。
レベリングやプレートの洗浄などで初層が定着しない問題を解決することができます。
しかし、造形する形状によってはノズルの急な移動で定着しない場合もあります。
何度、調整しても定着しないような場合には印刷速度を遅くすることで解決する場合があります。
造形物は、インスタやツイッターに先にアップするので、よかったらご覧ください(フォローもしていただければ喜びます)
スポンサーリンク
最後までご覧いただき、ありがとうございます。